The most frequently requested form of liquid penetrating inspection we are asked to perform is visible, water removable, non-aqueous (red/white). This method is very reliable and not detrimental to the parts being tested.
 Penetrant testing is based on the properties of capillary action, or the phenomenon of a liquid rising or climbing when confined to a small opening due to surface wetting properties of the liquid. Penetrant testing is used for finding surface breaking discontinuities on relatively smooth, nonporous surfaces.
Penetrant testing is based on the properties of capillary action, or the phenomenon of a liquid rising or climbing when confined to a small opening due to surface wetting properties of the liquid. Penetrant testing is used for finding surface breaking discontinuities on relatively smooth, nonporous surfaces.
The types of defects that can be found with Penetrant inspection are:
Rolled Products: Penetrant identifies anomalies (cracks, seams or laminations)
Castings: cold shuts, hot tears, porosity, blow holes or shrinkage
Forgings: Illuminating cracks, laps or external bursts
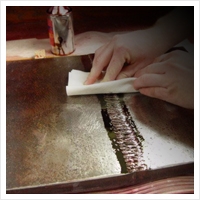
Welds: To identify cracks, porosity, undercut, overlap, and lack of fusion or lack of penetration.
There are two main types of Penetrant, Fluorescent or Visible. Within each method there are several methods including water washable, postemulsifiable-lipophilic, solvent removal and postemulsifiable-hyperdrophilic. The type and penetrant method are chosen based on sensitivity levels 1-4 and on job site conditions and other variables.
Gamma-Tech follows six important procedure steps when providing Penetrant testing:
- Pre-Clean: Parts must be free of dirt, grease, rust, scale, oil or grease.
- Penetrant Material: brushing, spraying, dipping/immersing, or flow on the material may apply the penetrant material.
- Time/Penetrant Removal: The solution must be allowed to “dwell” on the surface to allow the penetrant to fill any defects that are present. Dwell times vary according to penetrant type, temperature and material types and finishes.
- Removal technique depends upon the type of penetrant used i.e. Solvent
- Removable, Water Washable or Post-Emulsifiable. Application in almost all cases the inspector evaluates the penetrant indications against specified accept/reject criteria and attempts to determine the origin of the indication.
- Clean: The final step is to remove all penetrant processing materials from the component.
Advantages:
- Relatively easy to use
- Used on a wide range of material types
- Large areas or large volumes of parts/material can be inspected rapidly and at low cost
- Parts with complex geometries can be inspected easily.
- Indications are produced directly on the surface of the part providing a visual image of the anomaly
- Aerosol spray cans can make equipment very portable.
- Ideal for applications where portability is required
- Very economical when compared to other non-destructive methods
- Vivid red color that permits daylight inspection
- Meets major specifications
- Provides accurate, reliable crack detection results welds, casting, forgings, leak testing, power plant inspections, pressure vessels, petroleum pipelines, general metalwork

